
More News







In-Depth Technical Analysis of Pyrolysis Equipment for Lithium-Ion Battery Recycling
Traditional mechanical crushing methods struggle to completely remove binders (such as PVDF), residual electrolytes, and separator plastics; this results in low leaching efficiency and high impurity levels during subsequent hydrometallurgical processing. Pyrolysis technology—which involves heating materials to temperatures between 400°C and 600°C in an oxygen-free or oxygen-deficient environment—achieves the following:
Organic components (electrolytes, separators, and binders) are thermally decomposed into combustible gases and carbon black.
Cathode and anode active materials are completely disassociated from their respective current collectors.
Metal oxides are reduced to forms that are more amenable to leaching.
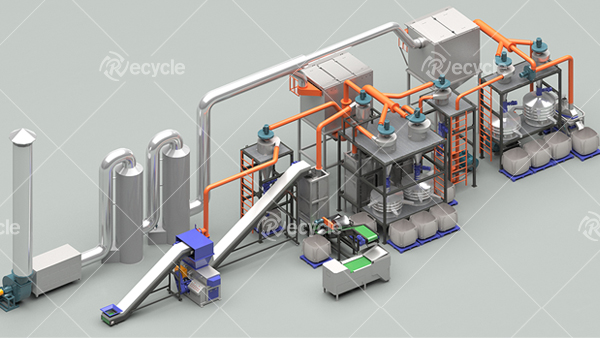
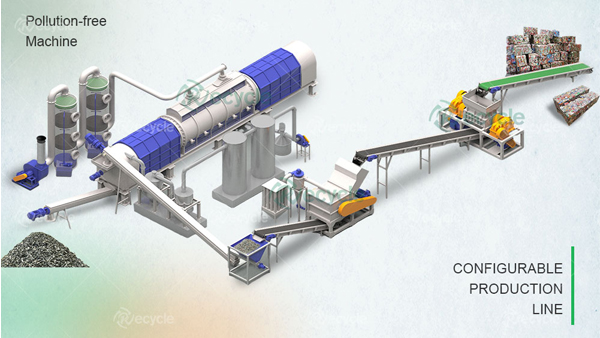
The continuous rotary pyrolysis furnace developed by our company effectively addresses key industry pain points associated with batch-type equipment—specifically, their low efficiency, high energy consumption, and limited automation capabilities.

Core Technical Architecture of Our Company’s Pyrolysis Recovery Equipment
1. Continuous Rotary Pyrolysis System: Innovative Equipment Structure
Rotary Kiln Body: Φ1.2–2.0 m; Length: 8–15 m; Inclination Angle: 2–3°; Rotational Speed: 0.5–2 rpm (adjustable)
Lining Material: Silicon carbide castable + 316L stainless steel composite lining; Temperature resistance: 700°C; Resistant to acid and alkali corrosion
Sealing System: Labyrinth seal + nitrogen gas curtain; Oxygen content <1%; Prevents combustion and explosion of pyrolysis gas
Precise Temperature Field Control
Three-Zone Heating: Preheating zone (200–300°C), Pyrolysis zone (450–550°C), Cooling zone (<150°C)
Burner Configuration: Dual-fuel (natural gas/LPG); Equipped with low-NOx burners (NOx <80 mg/m³)
Waste Heat Recovery: Secondary combustion of pyrolysis gas to provide heat for the pyrolysis furnace; Energy consumption reduced by 30–40%
2. Pyrolysis Product Graded Recovery System
Gaseous Product Processing:
Condensation System: Three-stage condensation (water cooling + deep cooling + refrigeration) to separately recover heavy components of the electrolyte, light organic solvent components, and non-condensable combustible gases
Purification System: Alkali scrubbing tower (to remove HF) + Activated carbon adsorption (to remove dioxins); Tail gas meets emission standards
Solid Product Processing:
Pyrolysis Carbon (Carbon Black Powder): Carbon content: 15–25%; Calorific value: >5000 kcal/kg; Can be used as fuel or for further lithium extraction via acid leaching
Metal-Enriched Concentrate: A mixture of copper/aluminium foils and cathode materials; Directly fed into hydrometallurgy or pyrometallurgy processes
3. Cathode Material Repair and Regeneration Technology (High-Value Route)
For Lithium Iron Phosphate (LFP) and Ternary Materials (NCM), our equipment supports a pyrolysis–lithium replenishment–roasting regeneration process: